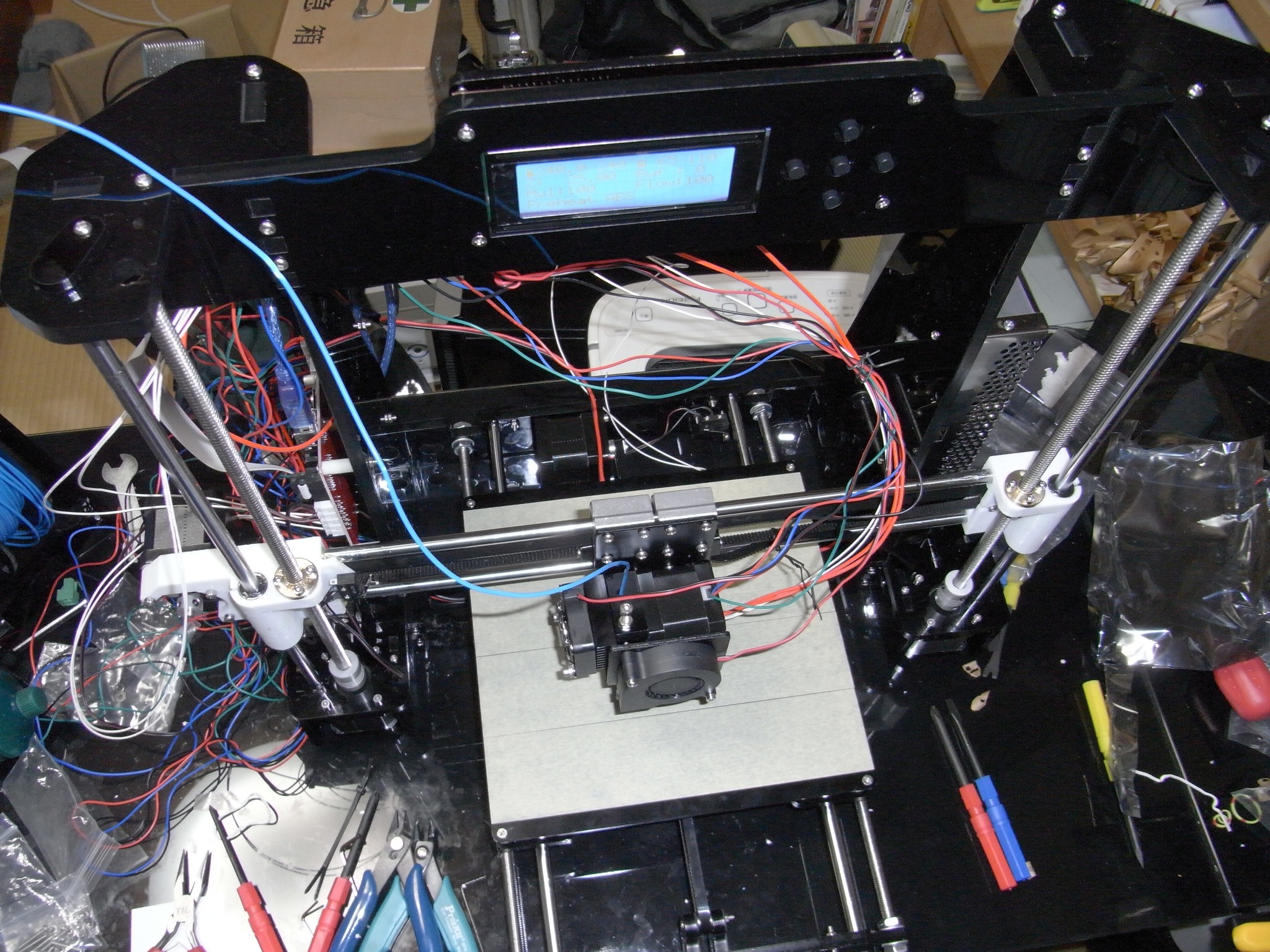
つい先日、3Dプリンターを購入しました。ものは26000円くらいのキットで、たまたまセールでお安くなっているのを発見して衝動買いです。これでどれくらいのものが出力できるのか楽しみです。
- Full Arcylic High Precision Reprap Prusa Industrial i3 DIY 3d Printer kit with Aluminium Hotbed & Filament & SD card & LCD
価格:$214.15
(上記に加えて関税1,000円+Fedex手数料500円かかりました)
購入した3Dプリンターの概要
購入した製品はネットで見ると比較的にメジャーなタイプのようで、よくにた形の3Dプリンターキット(OR完成品)がそこかしこで販売されています。原型はインターネット上で公開されているオープンソース(?)な3Dプリンター Reprap Prusa i3のようです。
- 造形物の最大サイズ:210x210x210
- 対応している原料:ABS、PLA(多分)
- 対応しているフィラメントサイズ:1.75mm
- ノズルサイズ:0.4mm
- フレーム材質:アクリル
- ヒートベッド:ヒータの上にアルミ板の模様
基本的に必要なも材料、工具がすべて入っていました。ただ、プラスドライバーのサイズがきっちりあわなくて締めづらかったので、手持ちのドライバーがあるならそちらを使ったほうがいいかもしれません。
フレームの組み立て等でよく使うサイズのネジとナットは余分にはいっていました。このサイズのネジはいくつか渋いのが混じっていたので、そのあたりも考慮してかもしれません。余分のが無いネジもあるので、運悪くダメなネジにあたったりなくしたりした場合はホームセンターに走る必要があるかもしれません(私は大丈夫でした)。
ちなみに、中身はお重のように三段重ねで箱に入っています。



3Dプリンターの組み立て
内容物に組み立て指示書のようなものは入っていません。購入した際にYoutubeにアップロードされている組み立てビデオのURLが送られてくるので、それを参考に組み立てました。
基本的にはビデオ内容通りに組み立てれば問題ないと思いますが、ビデオの画質があまり良くなくてどの部品を組み立てようとしているのか分かりにくいかもしれません(私は何回も同じところを再生したり止めたりして、部品を探してました。
私の場合(不器用でプラモデルはかなり不得手)、1日あればなんとか組み立てることが出来ました。
1.まずは動作チェック
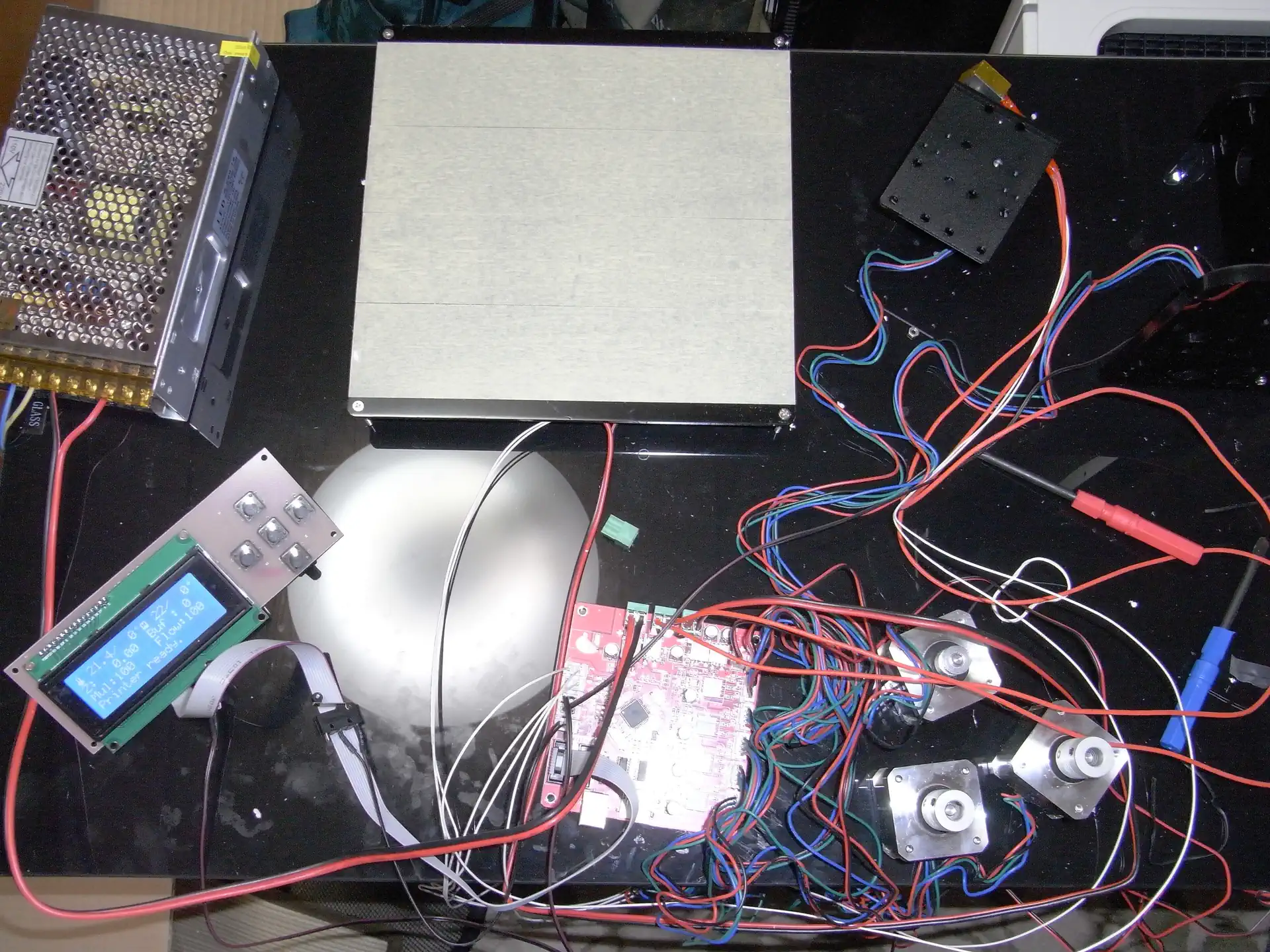
万が一、不良品が混じっているとせっかく組み上げても正常動作しませんので、先に動作チェックを行います。
箱から電源ユニット、制御基板、ステッピングモータ、スイッチ、LCD、エクストルーダ/ホットエンドとファンx2を取り出します。
電源ユニットにはAC100Vと200Vの切り替えスイッチがあるのでそれを100Vに設定して電源ケーブルを配線し、DC12Vが出力されていることを確認します。このあたりはビデオを見ながらやります。
次に制御基板にステッピングモータやらを接続し、配線に間違いが無いか確認してから電源ONします。そしてLCDと操作スイッチを使って各モータとヒータ、センサー類が反応することを確認できればOKです。
ヒータ類(ホットエンドとヒートベッド)をONするときは周囲に燃えやすいものを置かないよう注意です。特にホットエンドは200°以上になりますので間違っても床の上でやらないようにしてください。
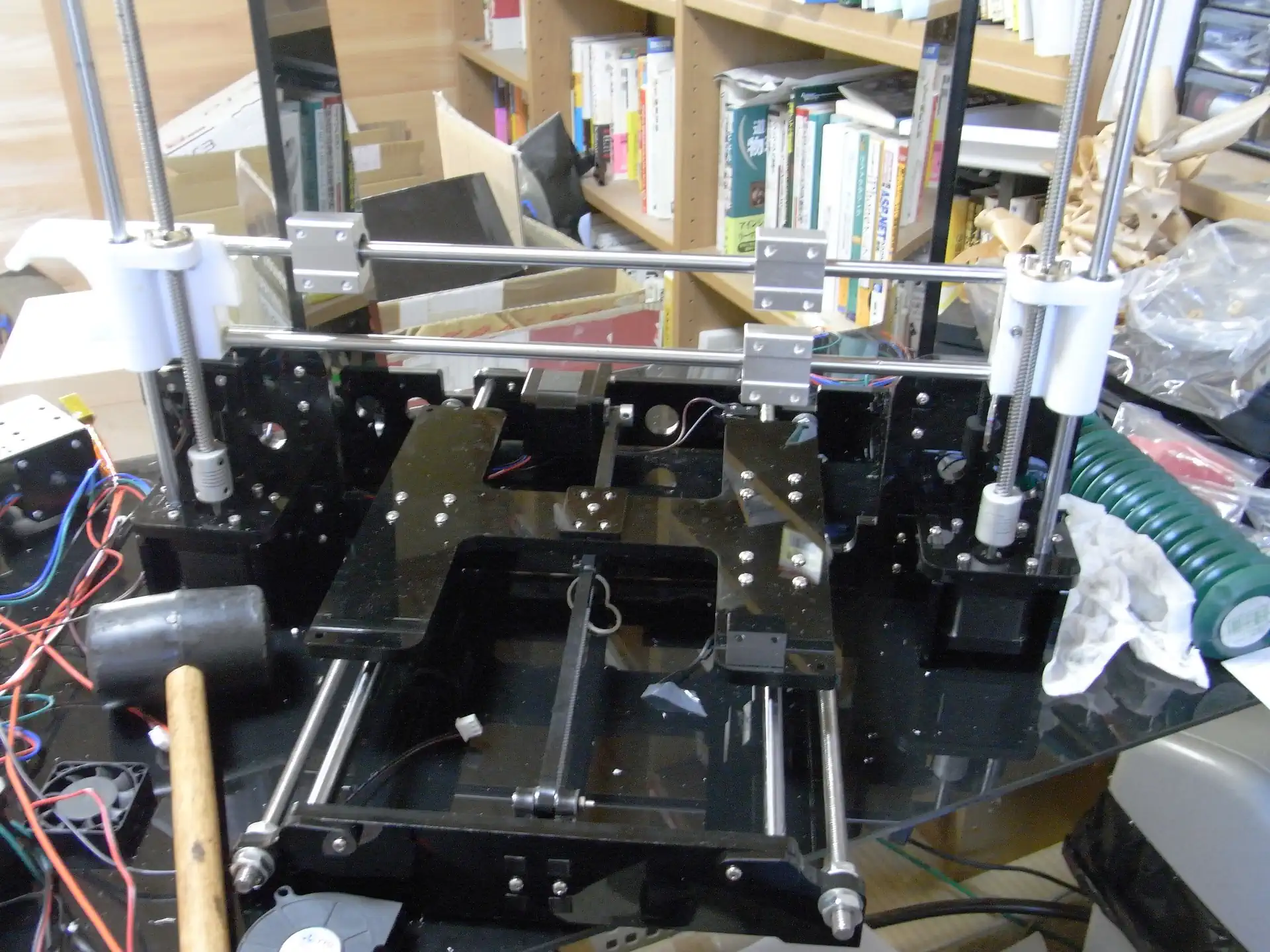
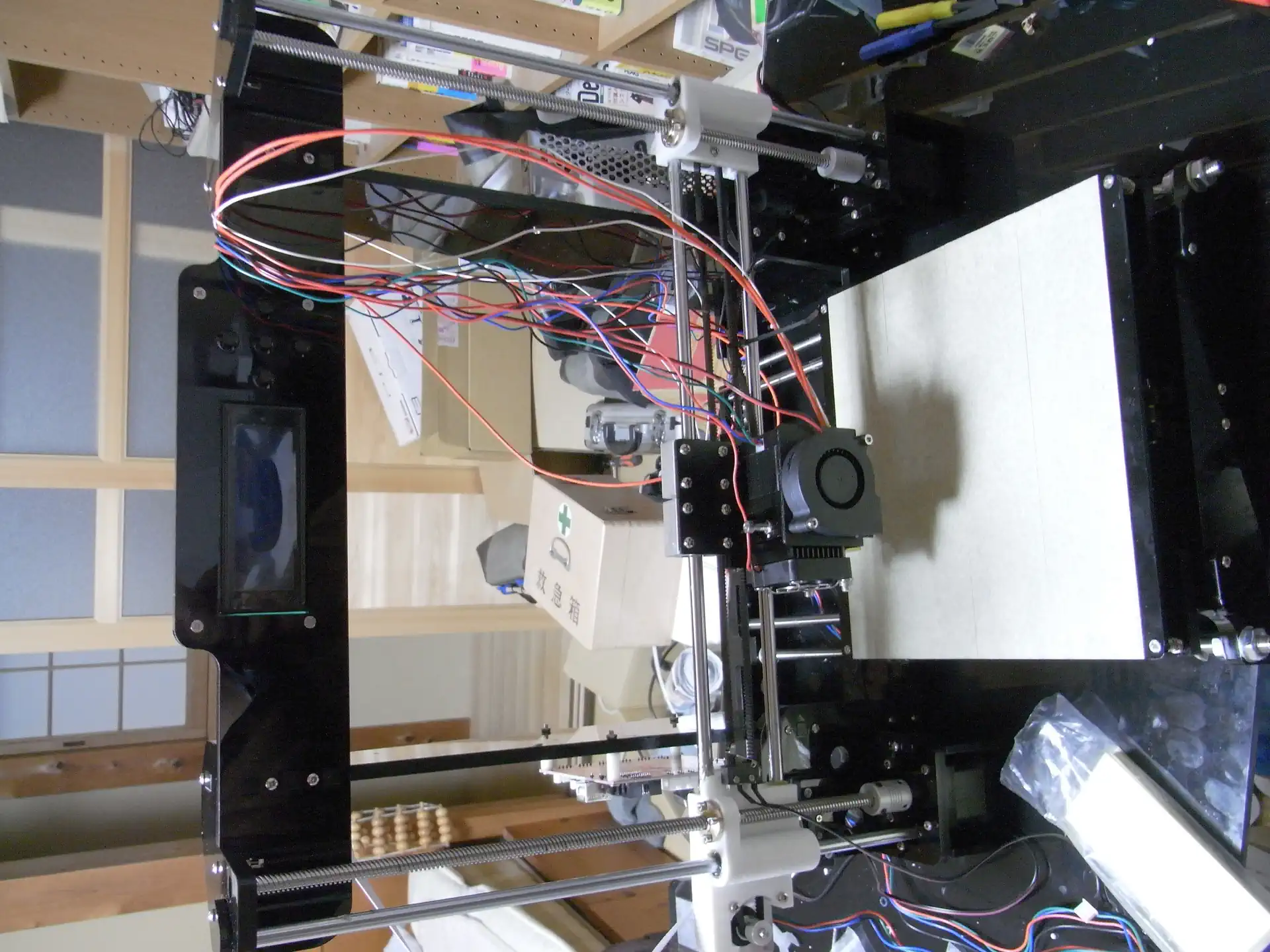
2.フレームの組み立て
説明書はなくYoutubeにアップロードされている動画が頼りです。難しくはないですが、フレーム部品が真っ黒で動画だとどの部品を組み立てているのか分かり辛く、何度も再生して見直す必要がありました。
アクリルフレームには保護シートが張り付いているので、それをめくって(結構手間でした)付属のネジで組み立てていきます。最後に制御基板に各モータやセンサー類のケーブルを接続して、動作することを確認して問題なければ組立完了です。
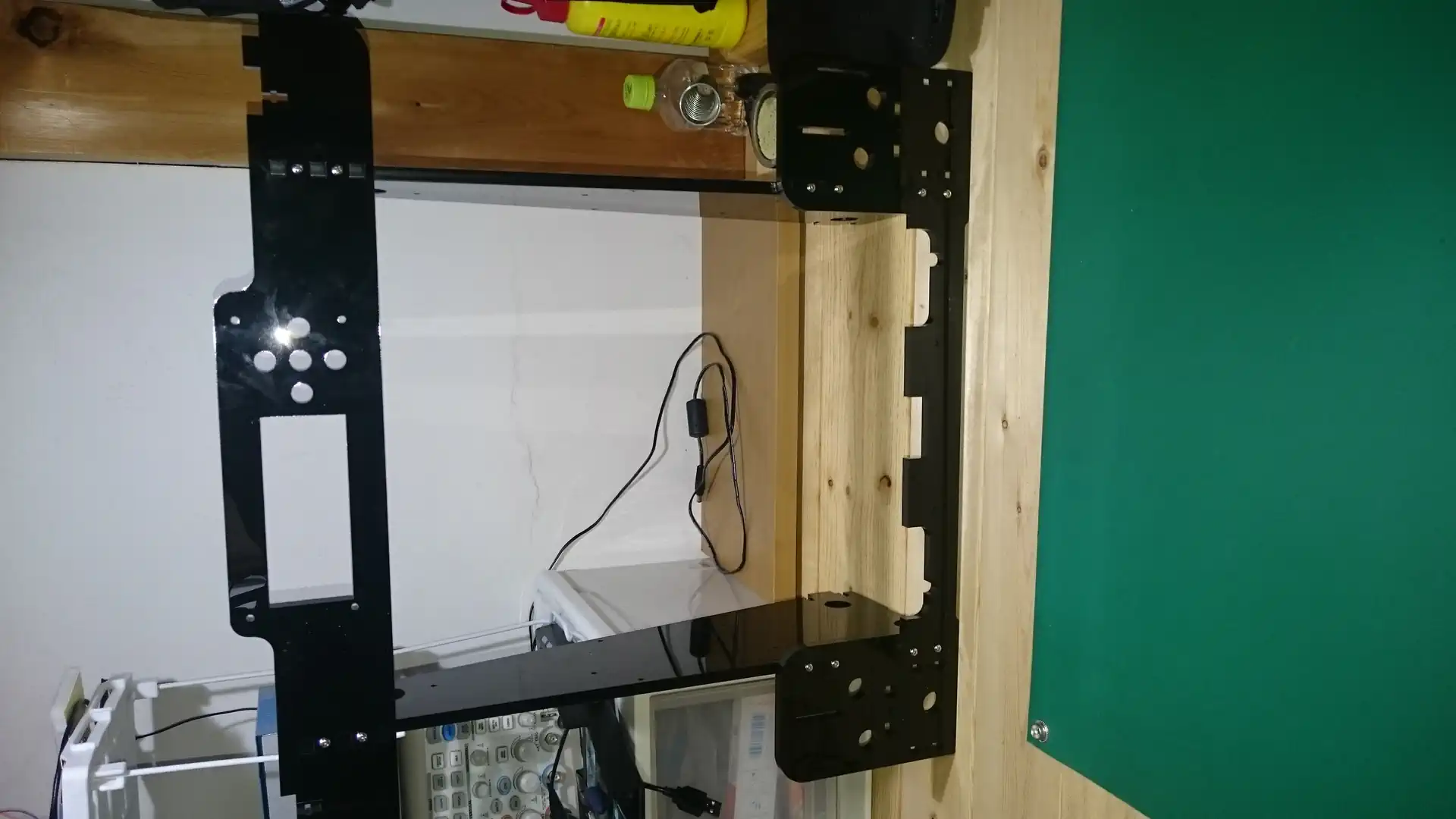
アクリルフレームの組立
3.PCソフトウェアのインストール
基本的にはPCとUSB接続して使うことになるかと思います(データをSDカードにいれてスタンドアローンで出力することも出来る模様)。添付のMicroSDカードにUSBドライバとソフトウェアが入っておりこれを使用します。
ただ、必ずしもこのソフトウェアを使用しなければ動作しないわけではなく、インターネット上で公開されている他のソフトウェアを使用することも出来ます。
私の場合は以下のソフトウェアをダウンロードして使用しています。
- Reptier(https://www.repetier.com/)
4.3Dプリンターの調整
造形物をきれいに出力するのに調整が重要です。早く動かしたい気持ちを抑えて作業です。
a.ノズル高さ/Z軸リミットスイッチ
エクストルーダのノズルがベッド近くまで降りるようZ軸リミットスイッチの位置を調整します。
ノズルとベッドの間隔は0.2mmに合わせる必要がありますが、こちらはベッドを固定しているチョウネジを使って調整しました。大体、名刺の厚みが同じくらいだそうで、手持ちの名刺を使って調整しました。
調整方法はネットを探してもらえれば出てくるかと思います。基本的には四隅にヘッドを移動させ、その位置でA4用紙がぎりぎり挟まる(引き抜くときにちょっと抵抗がある)くらいにします。ただ、ベッドそのものが反っている可能性もあるので、造形物が出力される真ん中あたりでも確認しておいたほうがいいかと思います(私の場合、真ん中が四隅より上方向に反っていましたので、中央でA4用紙が挟まる程度に調整しました)。
Z軸リミットスイッチでZ軸のゼロ位置を検出しています。このスイッチは初位置にヘッドが移動する度に押されるので、スイッチを固定してあるネジをある程度はしっかりと締めておくことをおすすめします。あまり緩いようだとゼロ位置に移動する毎にスイッチが下方向にずれてしまい、せっかく調整したノズル位置がずれたり、ノズルがベッドに接触するようになってしまいます(これで何回かヘッドを当ててしまいました)。
ここであまり隙間が大きいようだと溶けたフィラメント(原料)がベッドに上手く接着せずはがれてしまいます。隙間が無いとベッドにあたってしまうので注意。
何度か出力していると高さが狂ってきていることがあるので、たまにチェックするのがよさそうです。
b.X/Y軸タイミングベルト
X/Y軸はタイミングベルトで駆動されます。ベルトのテンションがあまり緩いようだと正確に出力されません。出来るだけきつめのテンションがかかるように調整します。
ただ、あまり強く張りすぎるとタイミングベルトを固定しているアクリル部品が割れてしまうので注意してください(私はX軸の部品を壊しました。予備部品がキットに付属しているところを考えるとよく壊れるのだと思います。。。)。

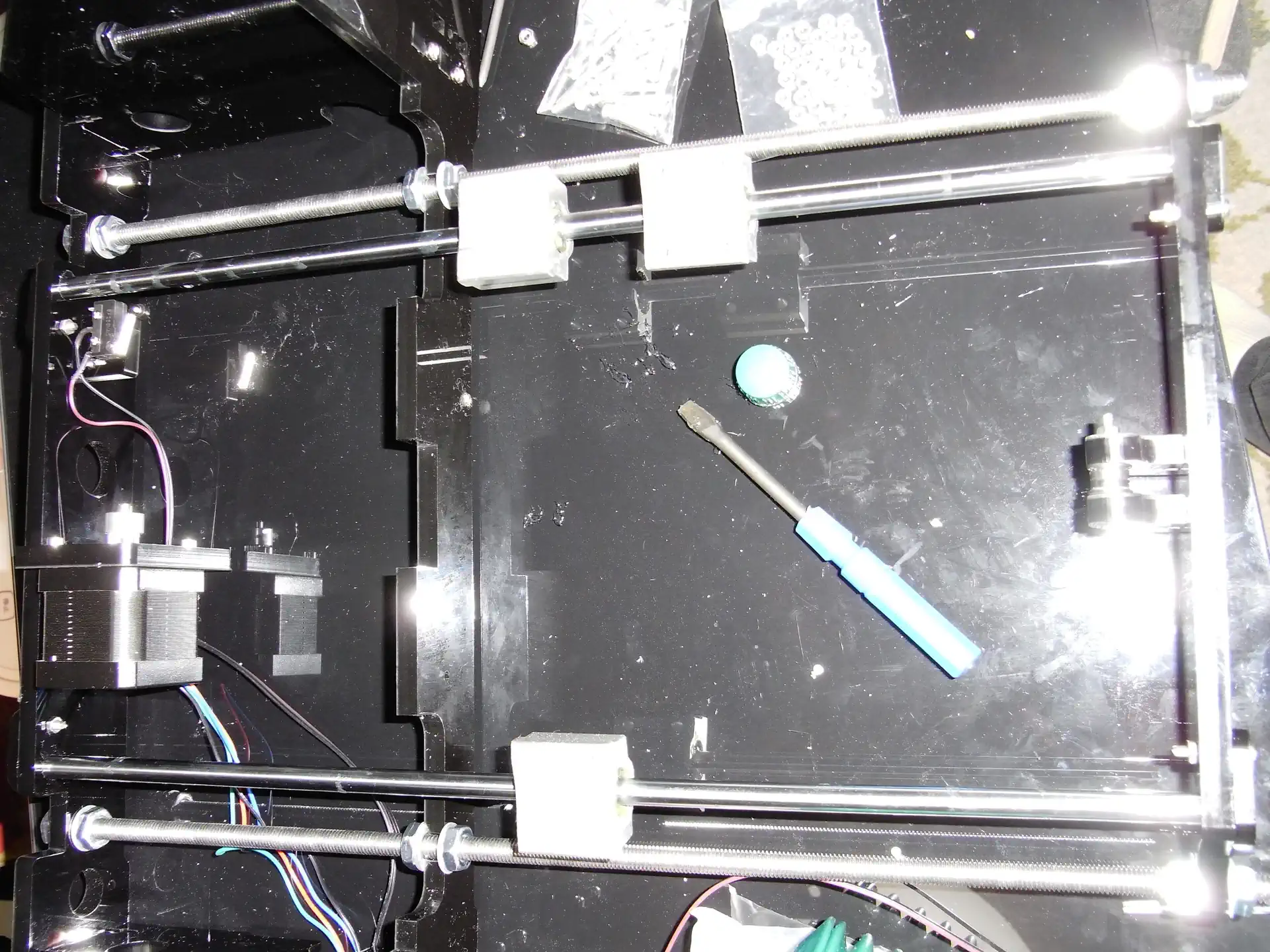
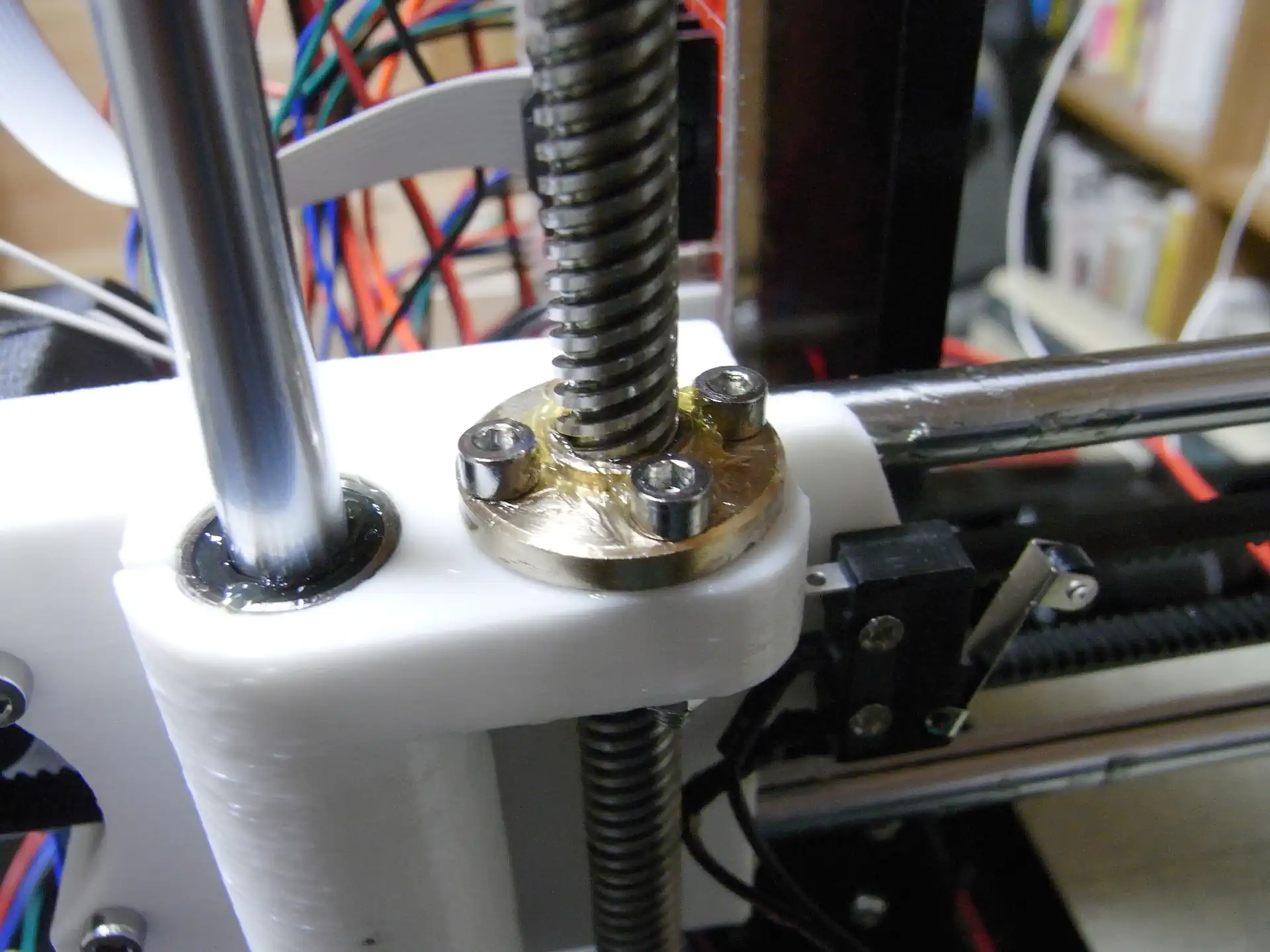
c.Z軸送りネジ
Z軸は送りネジ(台形ネジ)で駆動されます。左右に2個ネジがあってそれぞれ別のステッピングモータで駆動していて、左右の高さが揃っていなかったりするとZ軸を上下したときにモータが脱調してしまいます。そうなると、もちろん造形物は上手く出力されません。
物差しやノギスなどを使って出来るだけ左右の高さを正確に合わせてやります。
高さが揃っているにもかかわらずモータが脱調する場合、左右にわたしてあるシャフトの影響で送りネジがたわんでしまっているか、あるいは制御基板のモータドライバが発熱してへたっているのかもしれません。
私の場合、ここが一番時間を要しました。ネットで見たところ余所様でここをトラブったという書き込みは無かったので個体差か、もしくは私の組み方が不味かったのかもしれません。最終的に左側の送りネジ(ステッピングモータがマウントされている方)を固定しているボルトを緩めるとうまくスムーズに動作するようになりました。
もしかすると部品が若干歪んで取り付けてしまったのかもしれません。
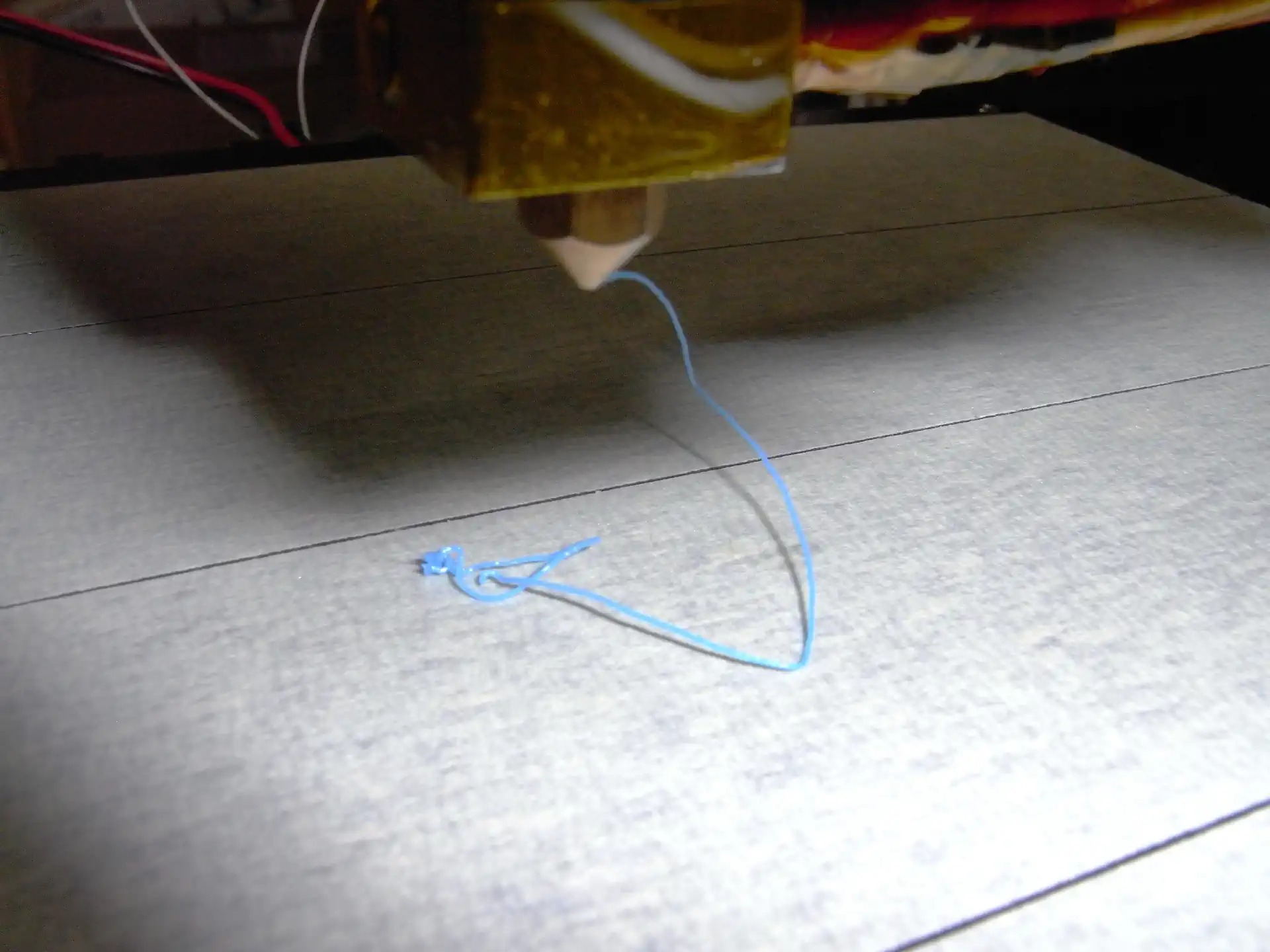
5.エクストルーダにフィラメントをセットする
キットに付属しているフィラメントをエクストルーダにセットします。
手順としては
- ホットエンドのヒーターをONにする(240度まで上げる)
- エクストルーダの上方に開いている穴の奥までフィラメントを突っ込む
- フィラメントを送る
- ホットエンドから溶けたフィラメントが出てくるのを確認
としました。ヒーターやエクストルーダの操作はPC側の制御ソフトから行います。
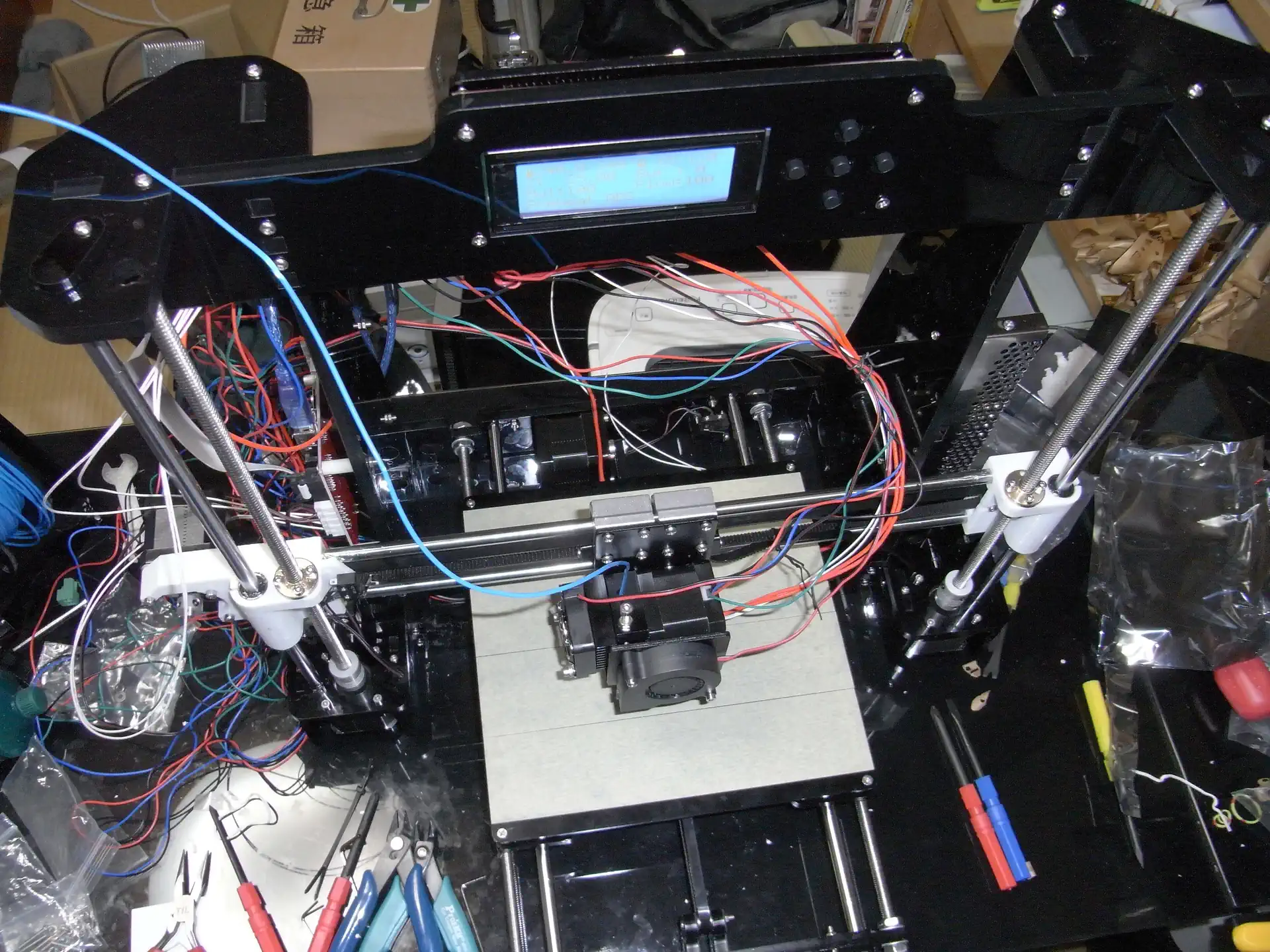
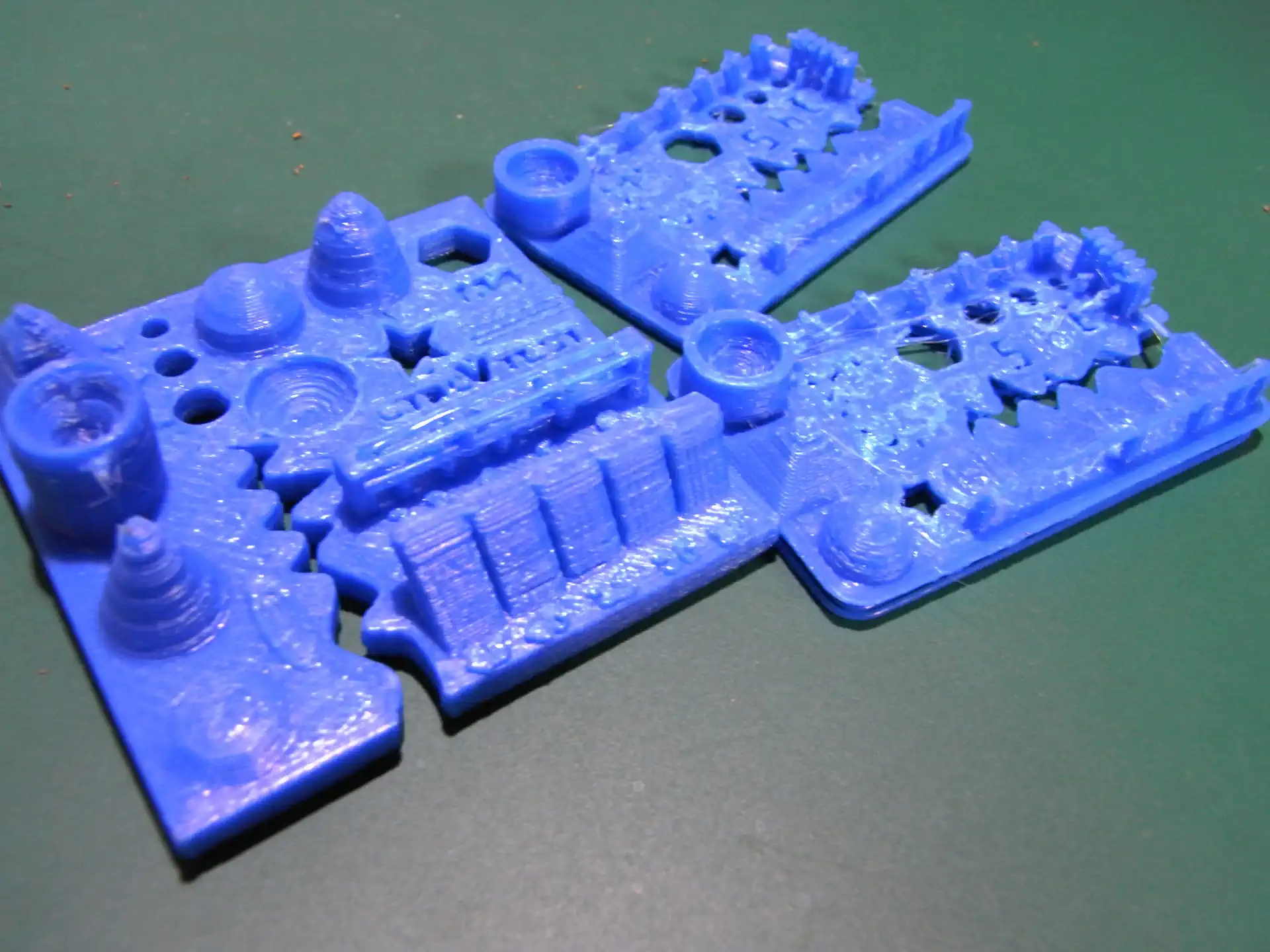
6.テストデータを出力する
ネットにあるテスト用データを使って実際に出力してみました。調整を繰り返さないとまともに出力されないのではと考えていましたが、嬉しいことにそれなりのものが出来上がりました。
温度管理について
何回か出力してみて、ヒートベッドと周辺温度によって成功・失敗が大きく左右されるように感じました。
3Dプリンターの周囲を何かで密閉するとヒートベッドの温度が逃げず、また周辺温度も上がります。そうして出力すると目で見てわかるレベルで造形物の品質が向上していました。
ABS樹脂のフィラメントを使用する場合、ヒートベッド温度の推奨値は100度となっています。この温度まで上げるのは周囲を囲った状態でも時間がかかります(周辺温度に依存すると思いますが、1時間くらいかかった時も)。ハロゲンヒーターのようなものを併用して温めたり、ヒートベッドをコルクのような断熱材で覆うなどした方がいいかもしれません。
ヒートベッドとスティックのり
余所様のblogを拝見していると、造形物がヒートベッドにしっかりと張り付くようにスティックのりを塗っておくと良いというのがありました。試してみると、確かにあらかじめ塗っておくと出力中に剥がれて失敗したり部品が反り返る程度が改善しました。ひとつ準備しておくことをお奨めします。
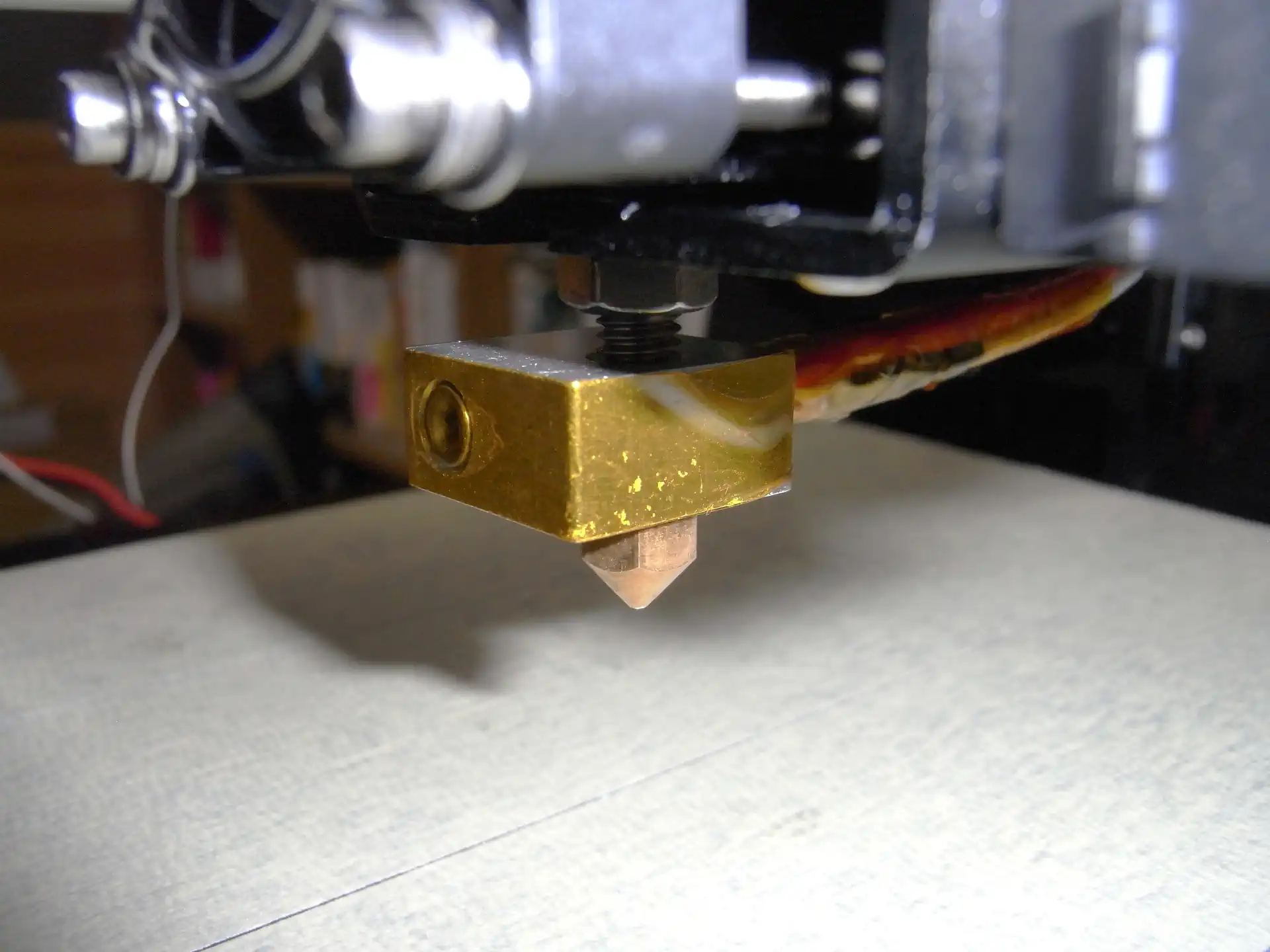
ノズルの予備
キットには0.4mmのノズルが付属しています。このノズルはたまに詰まったりしてメンテナンスが必要になるので、あらかじめ予備を購入しておくと安心です。
ABS樹脂を使用していてノズルが詰まってしまった場合はアセトンで洗浄すると綺麗になります。
また、基本的にノズルサイズが小さいほど細かい造形物が綺麗に出力されるかと思うのですが、実際のところ細すぎるとフィラメントが上手く押し出されなくなるようです(余所様のblog情報によると0.3mmが良さそうな感じ)。予備を購入する際にサイズも複数入手して色々試してみると面白いかもしれません。
3Dプリンタの改良
キットの初期状態でもそれなりに動作しています。
さらに造形物の品質をあげたいという方は、世界中のユーザが作成した改良パーツの3Dデータがインターネット上に公開されていますので各自の3Dプリンターで出力して部品交換してみるといいかと思います。なにかあって壊れてしまうと困る場合にも、あらかじめスペアパーツを出力して準備しておくと安心できます(個人的にはX軸のタイミングベルト固定部)。
(2018/02/02追記)
色々やってみたことを記事にまとめました。ご参考までに。
個人的な総評
まだ使い始めたところではありますが、自分の作ったものが出力されるというのは考えていた以上にわくわくしました。加えてインターネット上で公開されている部品の3Dデータをダウンロードすればすぐに出力出来るというのは感動ものです。精度が必要な機械要素は難しいかと思いますが、動けばいいという程度であれば歯車(の3Dデータ)も好きな歯数/モジュールのものが手に入ります。このお値段でこれだけものが手に入るのであれば、大いにアリではないでしょうか。
この3Dプリンタのネガティブ面としては、紙に文字や絵を印刷するのと違って頻繁に出力に失敗します。この辺りは経験(ヒートベッドにスティックのりを塗る等々)と3Dプリンタの改良で改善出来るとは思いますが、ボタンひとつで何もせずとも自動的に綺麗なモノが出来上がる、というわけにはいきません。ノズルもたまに取り外して清掃してやらないと詰まります。調整・改良する過程をある程度楽しめる方であれば問題ないかとは思いますが、手間がかかる、というのが難点です。
また、造形物のサイズや形状、あるいは出力設定によっては想像以上(数時間とか)の時間を要します。一品もののオリジナルパーツを作るような用途向きで、何かのパーツを量産するような用向きには不向きかと思います。


コメント
初めまして
小生も昨年衝動買いで同型式キット(旧型の透明フレームのキットですが)を購入して楽しんでいます。
主にラジコン飛行機関係の部品を作って楽しんでいます。
今までは、PLAのみで成型していましたが、今年はABSにチャレンジしようとアクリル板でケースを作りました。
でもベッド温度がなかなか目的値まで上がらずいらいらしています。
何か方法は、ありませんか。
初めまして
小生も昨年衝動買いで同型式キット(旧型の透明フレームのキットですが)を購入して楽しんでいます。
主にラジコン飛行機関係の部品を作って楽しんでいます。
今までは、PLAのみで成型していましたが、今年はABSにチャレンジしようとアクリル板でケースを作りました。
でもベッド温度がなかなか目的値まで上がらずいらいらしています。
何か方法は、ありませんか。
こんばんは
私の3Dプリンタもベッド温度上昇に時間がかかっています。冬場だと室温が低くて余計にかかりますね。目標温度100度としていて最後の80-100がもどかしい。。。
改善策としてYukataさんがされているように周囲をケース(私の場合はダンボールと銀マット)で覆うのと、ヒートベッドの底にコルクを挟んで断熱するようにしています。劇的に改善とはなりませんが、少しはマシになったかと思います。
また、私は試せていないですが、他の方のブログでベッドの上に蓋(断熱材)をのせて熱が逃げないようにしているという記事を見たことがあります。出力前に蓋を除ける必要はありますが効果あるかもしれません。
以下のページに私が試してみた改善策をまとめています。参考になればと思います。
http://www.suke-blog.com/prusa_i3_mod/
今日前から気になっていた電源を替えてみました。
理由は、ベッドのみ通電して100℃設定では、1時間程度かかりました。
ノズルの温度設定を240℃としてプリントスタートするとベッド温度は80℃から上がりません。
これは、電源能力不足ではと思い手持ちのパワーサプライに替えてみました。
結果
ノズル温度260℃、ベッド温度110℃の設定で同時ヒートすると
ノズルは、10分 / ベッドは、30分程度で設定温度に達しました。
やはり電源の能力不足だったようです。
ABSのプリント時は、電源をパワーアップした方がよさそうです。
ちなみに その時のパワーサプライに付属の電量計で5A位を示していました。
追伸
すみません。誤記がありました。
最後のパワーサプライ付属の電流計の値ですが、10A位でした。
ちなみに使用したパワーサプライは、DAIWA RS-300でした。
電圧13Vでノズルとベッドヒート時の電流10A程度でした。
今後ヒートベッドの温度上昇時間短縮の為、ヒートベッドの保温をしてみようと思っています。
情報ありがとうございます。
なるほど、電源の容量不足ですか。私も電源ユニット交換試してみたいですね。たしか、何処かに余っているATX電源があったハズ。。。
こんばんわ
その後ベッドの裏面(ヒーターがプリントしてある面)全体に断熱シートを張ってみました。
やはり110℃まで温度上昇する時間が短くなったように思えます。
気のせいかもしれませんが・・・・
返信遅くなりました。
やはりYukata-Ergoさんのされた電源強化が一番効果ありそうですね。もしヒートベッドのヒーターだけ24V電源とかにしたらもっと早くなるかな。うーん、なるたけ近いうちに試してみたいなぁ。
あまりの寒さでヒートベッド温度が100度に達するまで2時間を超えるようになったなり(うちの父親が)耐え切れなくなりヒートベッド電源24V化となりました。室温7度の環境で約30分で出力可能になります。24V化の効果は大きいですね。